

非球面光学元件—面形测量方法
在本篇中,我们详细介绍冷加工法在各个工序下的面形测量方法。
1 非球面铣磨阶段的面形测量
A、轮廓仪法对于旋转对称的非球面元件,采用接触式轮廓仪做测试,可以获得亚微米量级的面形测试精度,其中,以英国Taylor Hobson公司生产的轮廓仪应用最为广泛。设备图片如下图所示:

该设备采用接触式探针来测试非球面的矢高轮廓,通过将实测结果与理论非球面曲线做对比,可以获得单根线的面形轮廓误差曲线。测量结果可以直接导入到加工机床中,从而指导元件的下一轮加工。
B、三坐标测量法(CMM)
从面世至今,三坐标测量机已经在各个测量领域获得应用,当前的三坐标测量软件,普遍支持CAD数模导入,因此,通过将被测非球面的数模导入到软件中,并开展自动测试,可以获得被测非球面的面形误差分布,常见的Zeiss三坐标机如下图所示:

当前来讲,高精度的三坐标测量精度已经达到了0.5μm以内,所以利用三坐标机来测试非球面元件的面形,也可以获得微米量级的PV值,对于离轴非球面、自由曲面的测试是非常有帮助的。
2 非球面在精磨&粗抛阶段的面形测量
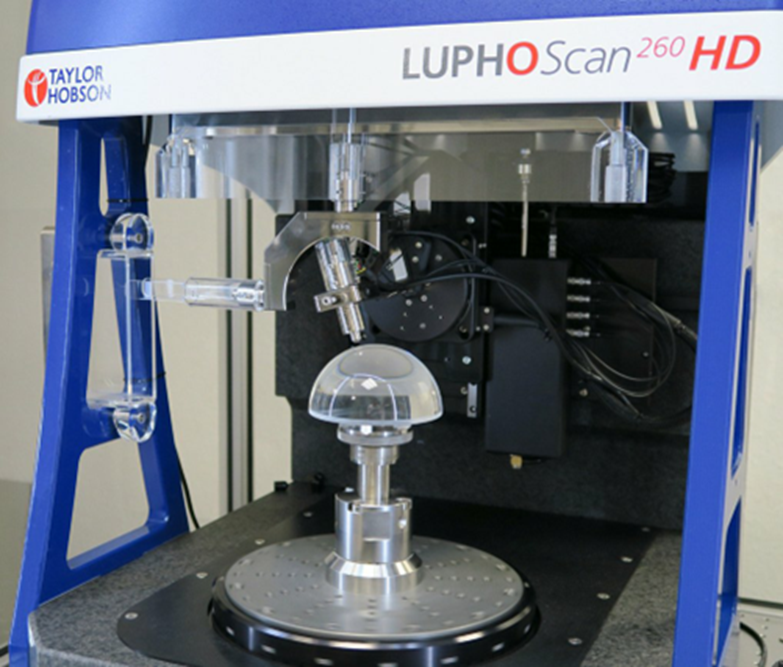
在精磨和粗抛阶段,非球面的面形PV值在微米和亚微米量级,此时,结合商用的检测设备,可以实现元件的准确测试。常用的检测设备有Taylor Hobson公司生产的Luphoscan系列设备,荷兰DUI公司生产的Nanomefos设备和日本松下公司生产的UA3P设备等。
Luphoscan 设备基于激光多波长干涉技术(MWLI),可以利用非接触的方法测试非球面的矢高变化,从而评估整个非球面的面形误差分布,面形测量精度约±50nm(PV)。该系列设备包含Luphoscan 260 HD、Luphoscan 420 HD以及定制化的大口径机型,分别对应最大可测的口径为260mm、420mm以及更大尺寸。
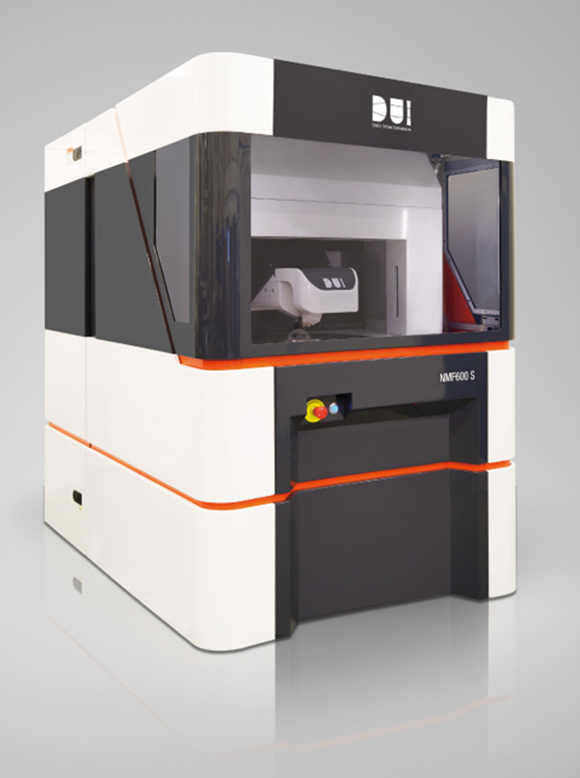
Nanomefos设备,配备有集成差动共焦和双频激光干涉仪的光谱共焦测头,通过测试元件在法线方向上的矢高变化量,从而获得非球面的三维光学形貌分布。该设备测量旋转对称非球面时,宣称有小于5nm RMS的测量精度,设备图片如下:
UA3P设备,可以看做是高精度的三坐标测量机,是依赖接触式测试来实现元件表面的测试。常规的三坐标机都是用光栅尺来计量三个轴的位置坐标值,而UA3P则是采用三路激光测长装置,来实现坐标的精确定位,测试精度PV值约为±50nm。

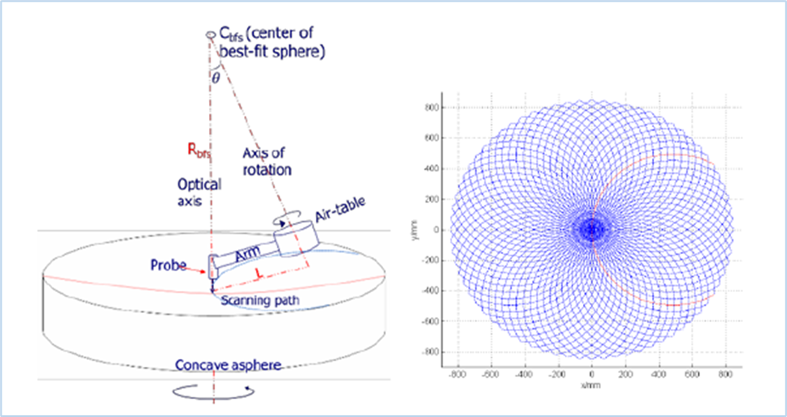
对于大口径的非球面元件,比如口径超过1m的非球面反射镜,因为测量口径的限制,上述的商业化设备已经不再适用,科学家们发明了摆臂轮廓仪,通过使用旋转的测量臂,来测试得到大口径非球面的面形误差分布,其原理如下图所示:
3 非球面在精抛光阶段的面形测量
A、适用于二次非球面的无像差法测试二次非球面,以其特殊的曲面形式,可以借助辅助镜面实现无像差法的测试。例如,对于抛物面,它的焦点与无穷远互成共轭,因此,可以利用平面镜或反射球实现测试,常见的测试光路如下所示:
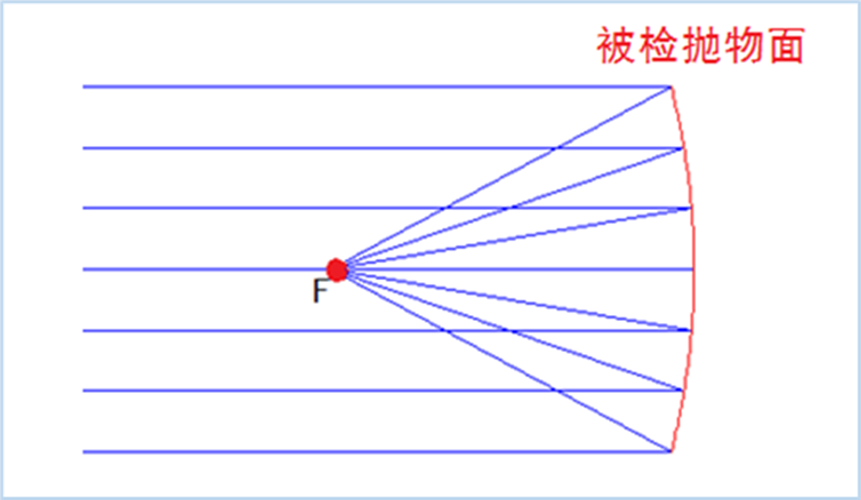
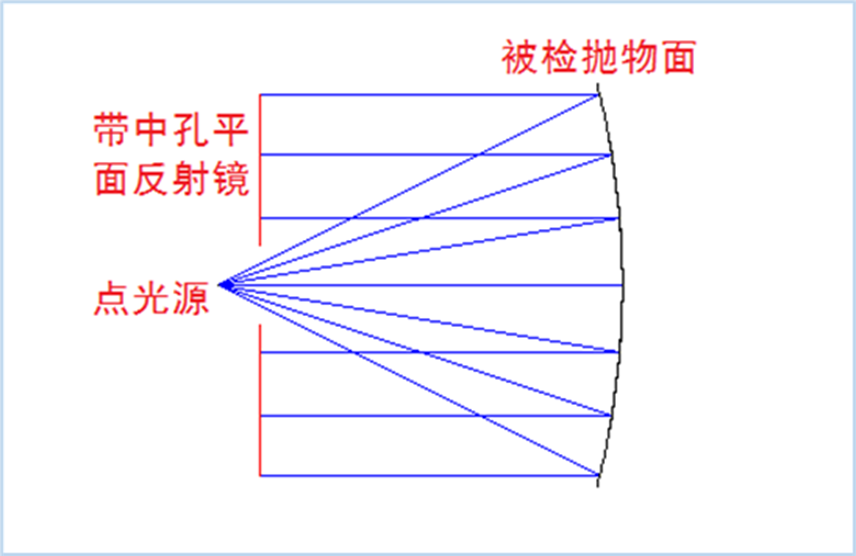
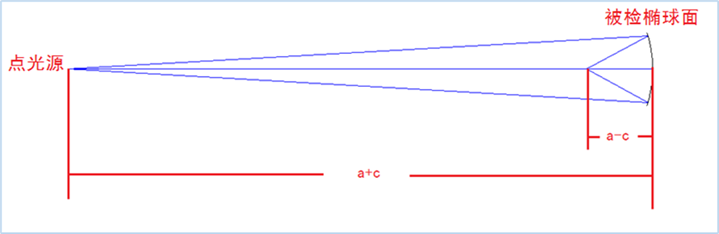
在上图中,一种是对于入射到被测凹抛物面上的平行光,在焦点位置放置反射小球,可以将光束原路反射,实现自准直测试。另一种是借助带中孔的平面反射镜,将光束反射回焦点处,实现测试。对于椭球面,它的前后两焦点互成共轭,从一个焦点位置发出的球面波,经过椭球面反射后,会汇聚到另一个焦点处,形成理想球面波,因此,也可以构成无像差法测试,光路如下所示:
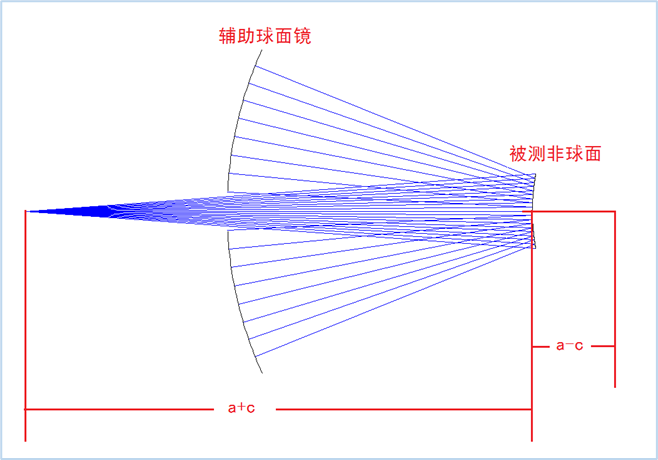
对于双曲面非球面,它有分布在两侧的两个焦点,因此,通常借助球面反射镜,可以实现双曲面的无像差法测试,常见的Hindle球法测试双曲面的光路如下所示:
B、零位补偿法
对于口径较大的非球面,或者高次非球面,利用无像差法测试是不方便的,因此,人们发明了零位补偿法来测试非球面的面形。零位补偿法,就是借助一个可以补偿球差的补偿器,来实现将干涉仪发出的平面波或球面波,转化为与被测非球面相吻合的非球面波前,从而实现零位测试。常用的补偿器通常有2种,一种是通过2片或3片球面透镜组成的透镜组来实现,组装成补偿镜头,称为Null lens,另一种则是利用计算全息板,简称CGH(Computer Generated Holograms),CGH是一种衍射元件,利用衍射的原理,通过将干涉仪发出的+1级光做调制,实现波前的转换,常见的零位补偿光路如下图所示:

另外,美国QED公司开发了ASI(Asphere Stitching Interferometer)干涉测量设备,通过子孔径拼接的方法,可以实现浅度非球面的面形拼接测试,Zygo公司开发了VFA(Verifire Asphere)干涉测量设备,通过环带拼接的方法,可以实现轴对称非球面的面形拼接测试,并给出拼接后的面形分布,拼接法用于非球面的面形测量,也是一种有价值的开拓。
部分数据来源于网络,如有侵权请联系删除。